摩托車車架項目案例分享
一、工件信息分享
1-1)產(chǎn)品圖片
1-2)沖壓剪板機組
1-3)冷彎成型機組
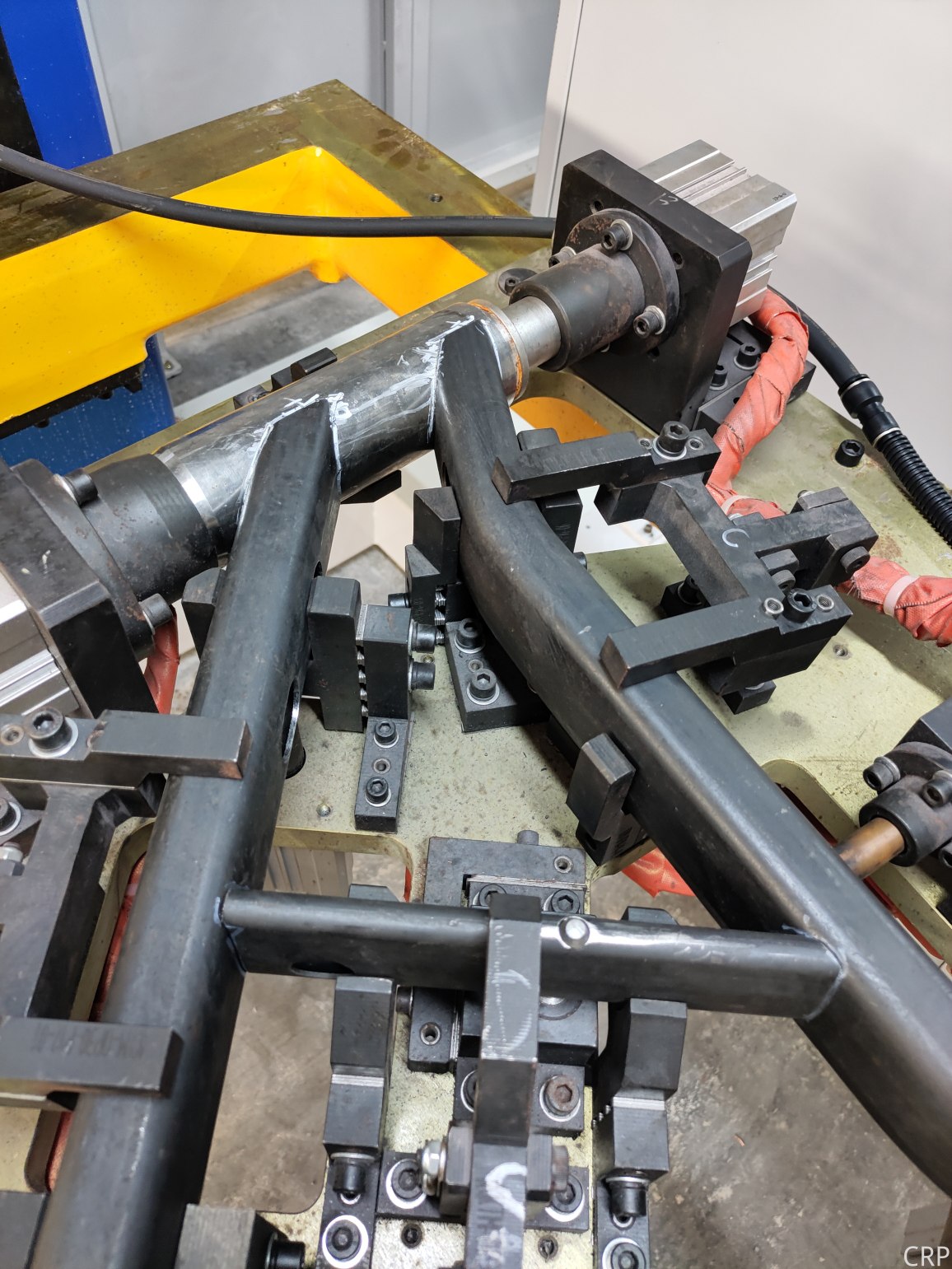
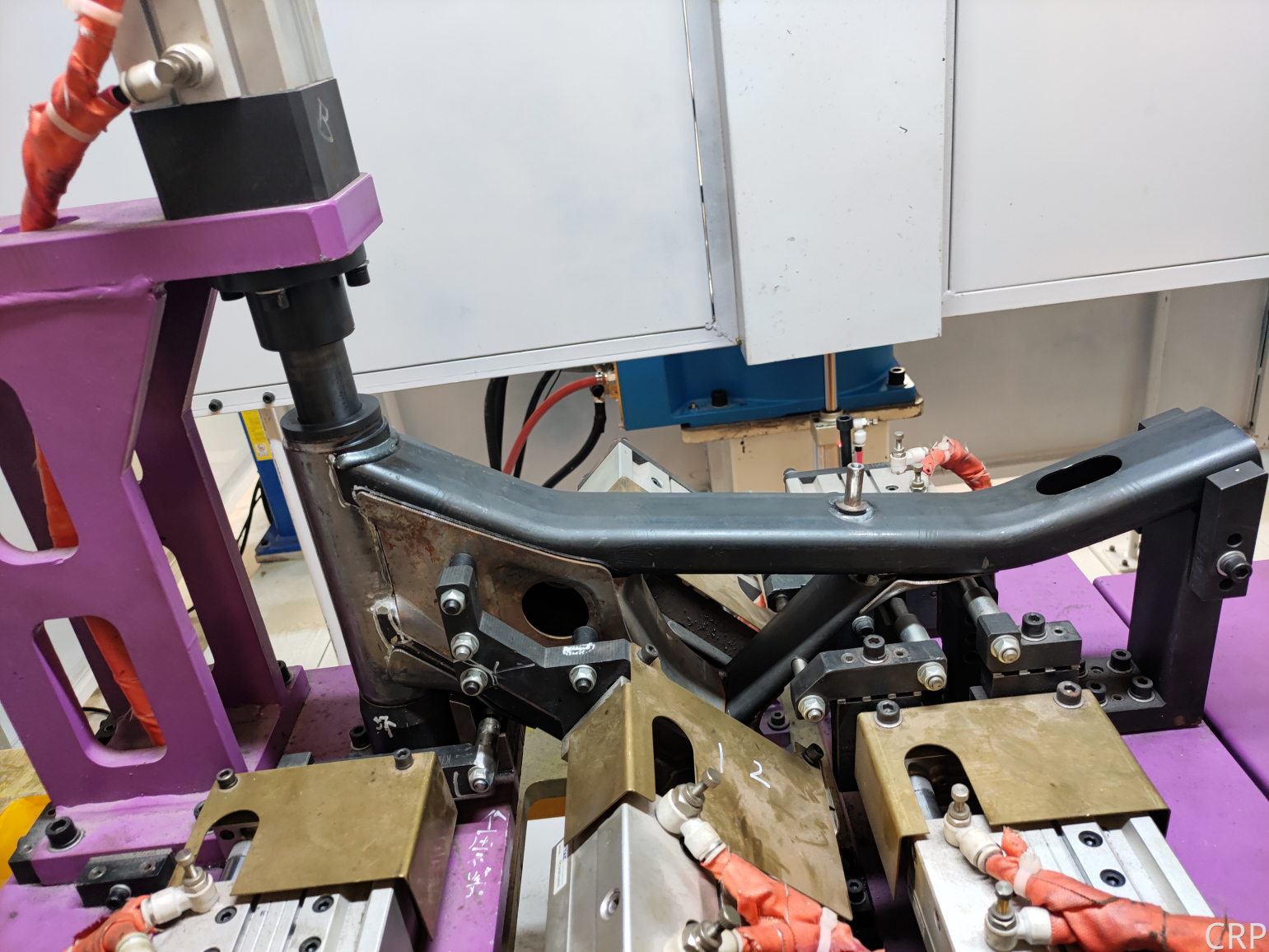
1-4)車架成型
1-5)噴漆組裝
二�����、項目設(shè)備分享
2-1)機器人系統(tǒng)
2-2)焊接設(shè)備
2-3)現(xiàn)場環(huán)境
三�、焊接工藝分享
3-1)焊接參數(shù)
3-2)焊接視頻
四、項目總結(jié)
1-1產(chǎn)品圖片
攻烏年2
夾緊2
夾緊3
夾緊1
總氣閥
打開1
打開2
打開3
LAKIKOP3
紙西G產(chǎn)B活
出杰公司:G星天確-天理集商有限會量
此產(chǎn)品為摩托車架零部件�,共分為8序零部件焊接,從1序到8序都得按順序來�����,焊接了1序產(chǎn)品才能焊2序產(chǎn)品�����。焊接工藝要求不僅要成型美觀���,還不能有任何焊接缺陷,上面的圖片也看到了�����,工裝部分比較復(fù)雜���。
1-2沖壓剪板機組
人工剪板�����,到?jīng)_壓區(qū)�����,下料精度不標準誤差在2mm左右�����。
1-3冷彎成型機組
人工操作定位折彎�,會有2mm左右的誤差。
1-4)車架成型
1-5)噴漆組裝
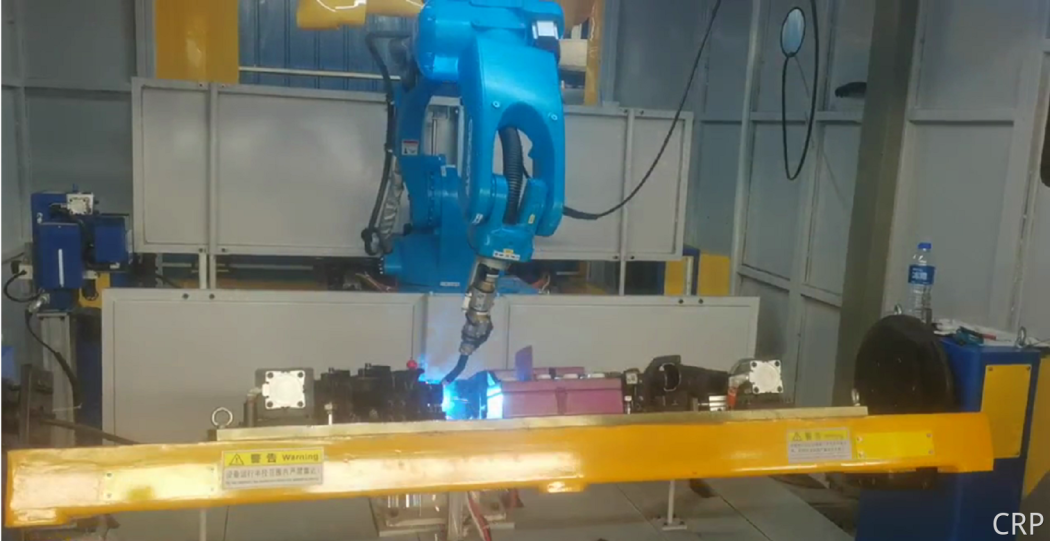
1項目設(shè)備分享(CRP-RH14-10-W焊接機器人�, Artsen Plus 350D焊機 ,空冷日皓焊槍)
2-1
每臺機器人帶2外部軸�����,也就是每臺機器人帶2序���,一臺清槍器�。
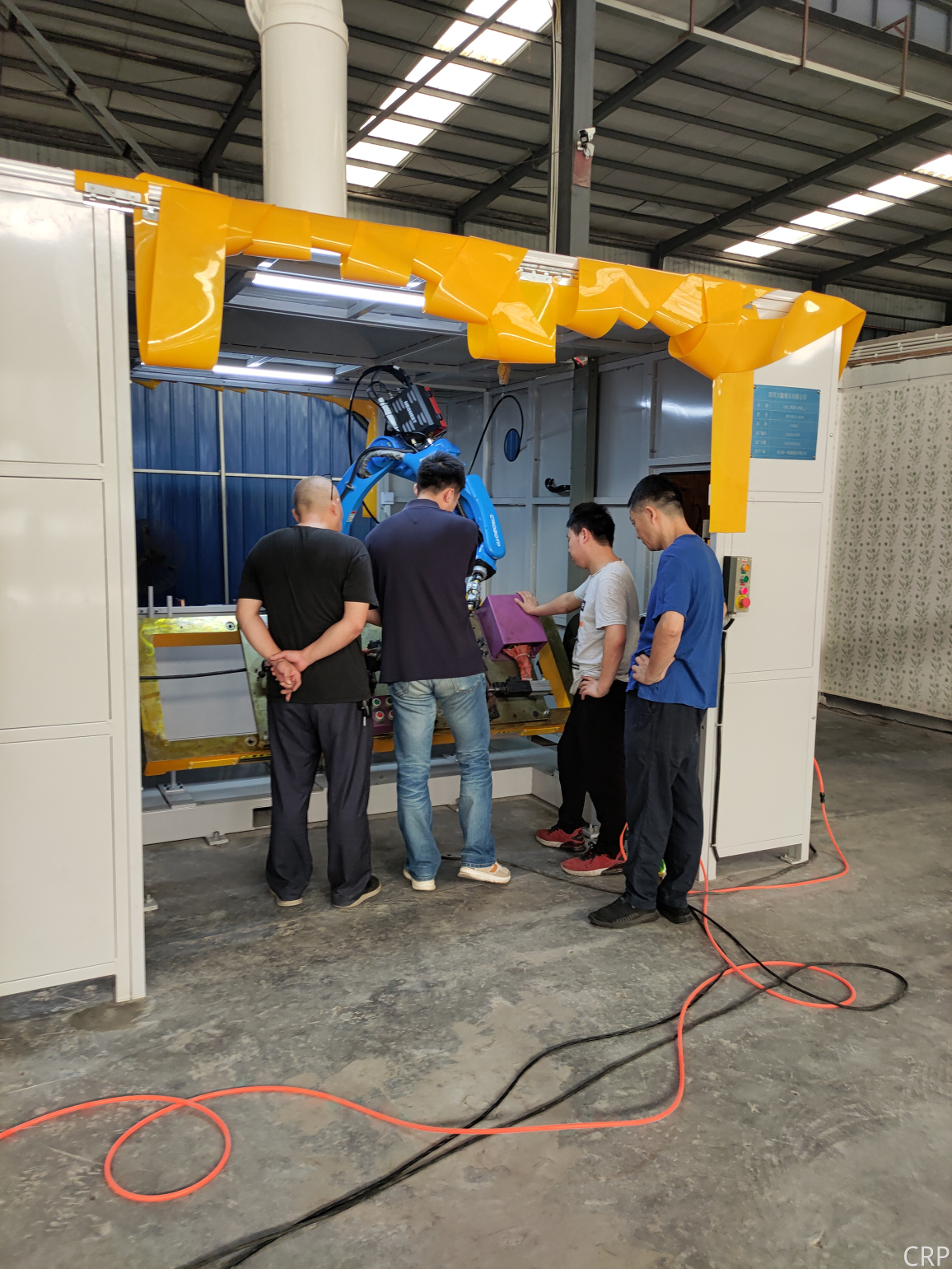
現(xiàn)場環(huán)境
環(huán)境寬敞不惡劣���,布局清晰統(tǒng)一�����。
現(xiàn)場培訓(xùn)指導(dǎo)
給現(xiàn)場人員講解了簡單操作和焊接工藝和注意事項�����。
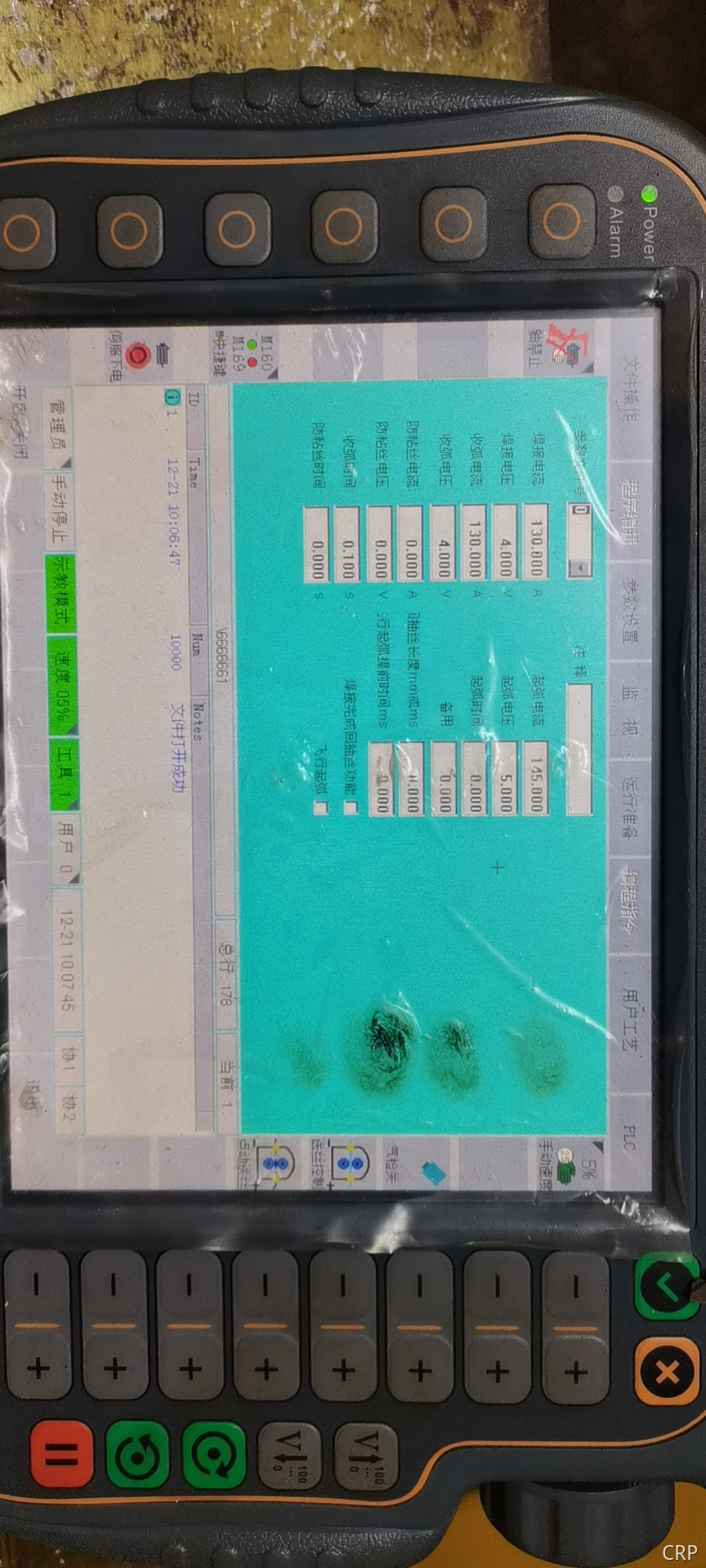
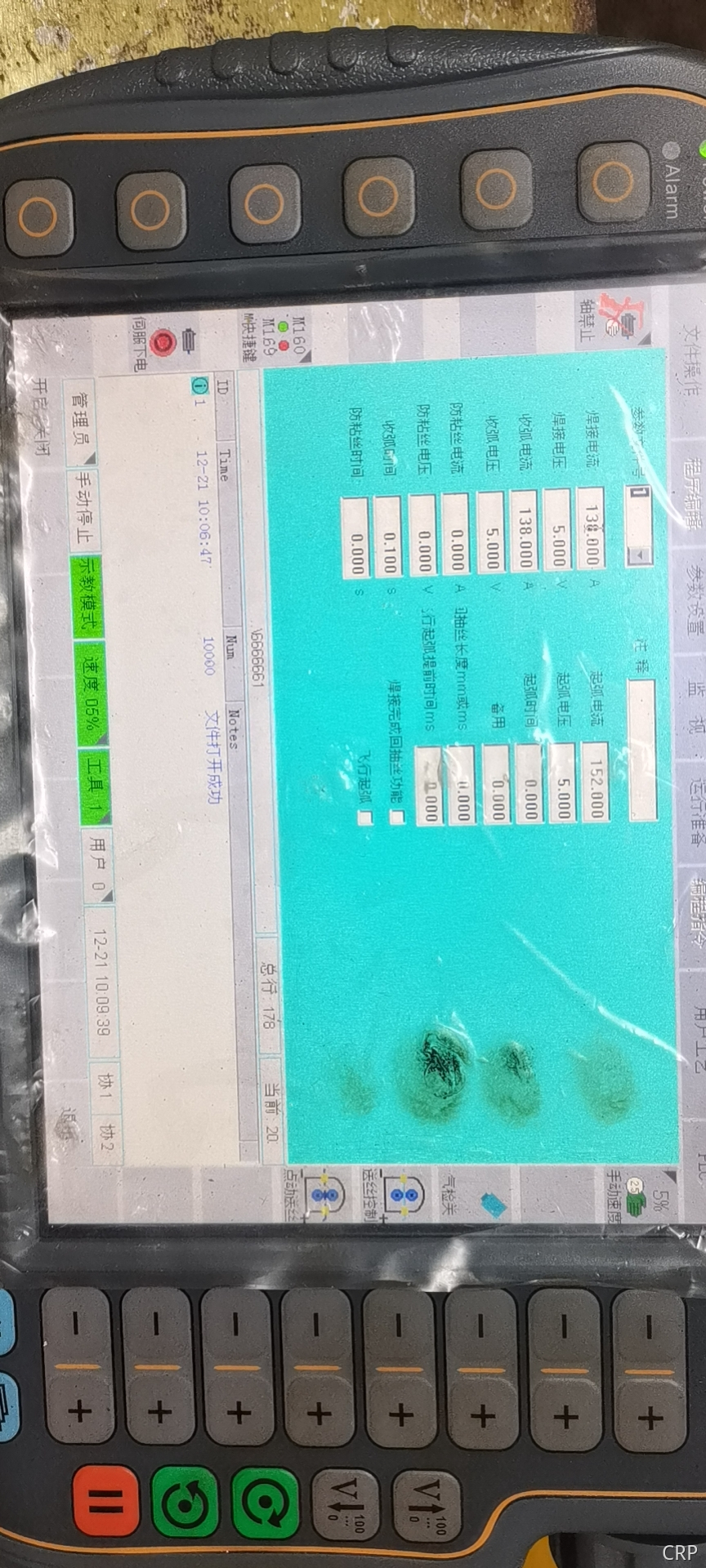
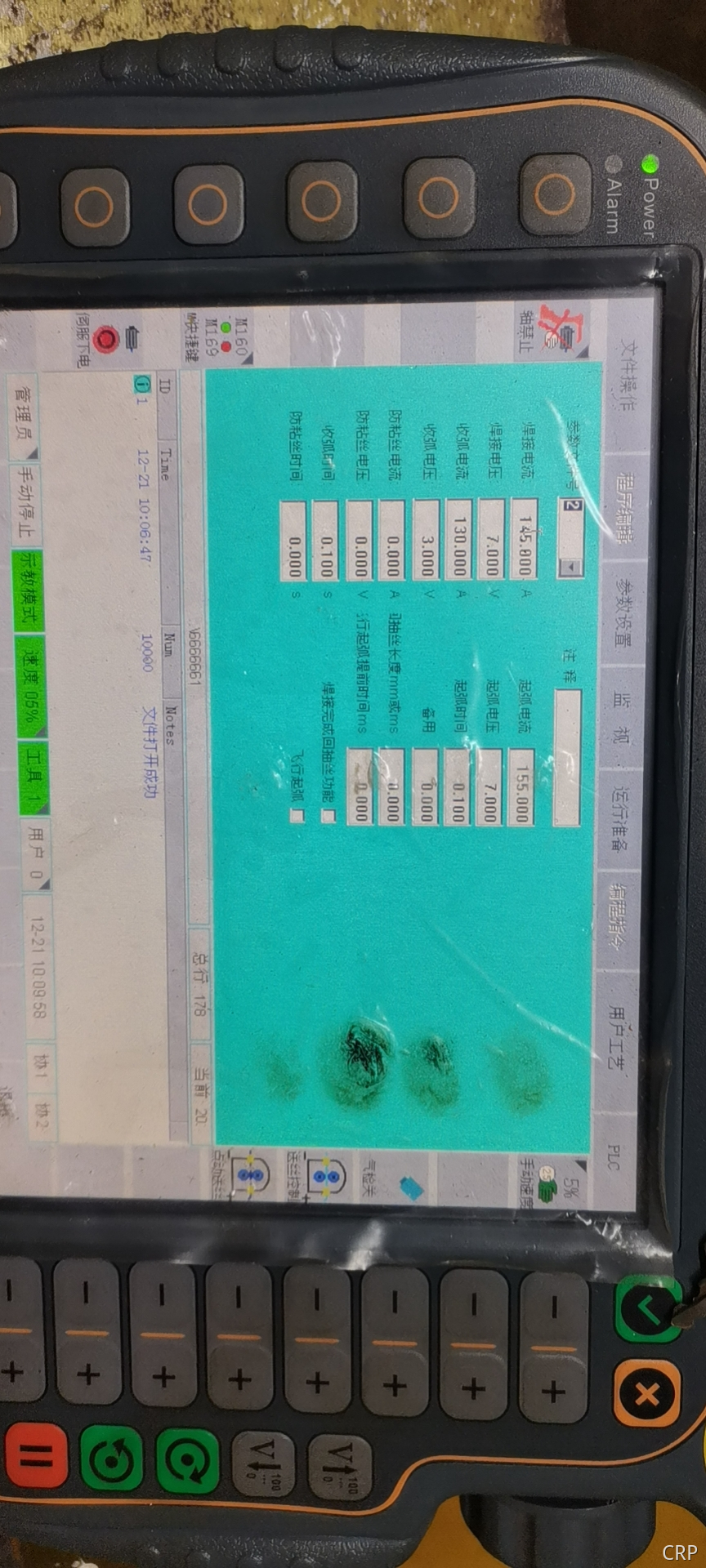
1焊接工藝分享3-1)焊接參數(shù)�����,現(xiàn)場使用混合氣���,1.0焊絲。
oooooc
OAIarm
O
Power
獨琴止
快捷社
服下電
臺
文件操作
開啟子團
管理品
防粘絲電
防粘仕電壓
防枯蘭時間
提據(jù)中流
收強電壓
收電話
收禮C1
埠攜電壓
手動停
2110:06:47
溫序相電
130.000
130.000
0.000
4.000
4.000
0.000
0.100
0.000
示教模式
數(shù)設(shè)置
起孤提前時間ms
@抽絲長度mm械ms
16666661
HUm
10000
速度05%工具
起機時間
起孤電壓
唱接完成回抽華功
大電
盜用
Notes
文件打開成功
?5號
飛行起數(shù)
145.000
5.000
0.000
0.000
社.000
云行準備
用戶0
百耀辦字
12-2110.0745
總行178
工藝
當前1
FLC
B8E8H8
一個+
一1+
日固Q
盟熱0直2165588551.07428
一個序工用到3組焊接工藝�����,每個序的工件的焊縫都有立焊縫和圓弧和平焊�,使用到3組不同的焊接工藝。
3-3焊接視頻
b7451ce56609e797c22ca30ed174fa7e.mp4(24.9 MB)
四項目總結(jié)
此客戶現(xiàn)場為新機落地�����,合作伙伴是新合作伙伴���,對機器人操作和焊接工藝不熟悉���,卡諾普技術(shù)人員去現(xiàn)場協(xié)助���。由于現(xiàn)場工裝過于復(fù)雜,工件裝上后定位不穩(wěn)定�����,需要人工敲打固定�����,工裝不成熟�����,調(diào)試過程中發(fā)現(xiàn)很多焊縫焊槍都下不去�����,都被工裝擋住了���,這時就需要打磨機�����,給擋住的部分盡量磨掉���。由于工件焊縫復(fù)雜�,也使用到了外部軸協(xié)同�,焊接工藝要求也比較高,工件數(shù)量也有限�����,有時候工件也會有的偏差���,所以調(diào)試周期比較漫長�。經(jīng)過2周的調(diào)試�,最終成品能讓客戶滿意�,但是有一個問題,因為現(xiàn)場都是按照1-8序順序來的�,如果有個序的機器人發(fā)生的某些故障,一時間弄不好的話�,會導(dǎo)致后面的序沒有工件焊接,直接癱瘓�����,影響生產(chǎn),此情況也跟客戶說過�,新的方案還在想,畢竟他們這必須得按順序來焊接�����,且只有5臺機器�,最多也就每臺機器帶2不同的序。給出提議:每兩個機器人焊2道序�,這樣如果其中一臺出了問題停下了還有另外一臺工作,但是需要多加幾個機器人���,客戶需要考慮�����。